
 �ͷ�1
�ͷ�1 


��
|
��Ʒ�������������·ʵѵ����װ��(��ʽ) ��Ʒ��ţ� ����ʱ�䣺2013/9/21 9:38:57 ����������� ���۴�����
|
|||||

;)
;)



| ��Ʒ��ϸ˵�� |
SZJ-211�� �ĺ�һ������������ʵѵ����װ�� (��ʽ)
SZJ-211����������������ʵѵ����װ������Ϊ������רԺУ��ְҵѧУ�ĵ������Զ��������רҵ�����繤��ѵ��������ά�繤��������վ���ȵ�λ�����������ݵĽ�ѧ�����˶����Ƶģ������ڿ�����ʾ��������������ԭ���Բ�����ʵ��ʵϰ��װ����Ϊ���ε������˼�ʮ���·���ϣ�ѧ������ԭ����������ʵ�Ļ������������ų�ѵ�����ǽ��м�����ѵ���˵�����ʵ�����豸����ѧЧ��������
һ��ʵ��װ�õĻ������ã�
1��������Դ������©�籣����ʩ�����ṩ���ཻ����Դ��380V��
2����װ�����õ������˫��ռ䣬ÿ������2�ֻ���������·��A�棺CA6140��ͨ������X62W����ϳ����B�棺Z35��ҡ���괲��M7120ƽ��ĥ����
3��������ȫ������ϵ������װ�е�ѹ��©�籣��װ�ã��������ڻ�ǿ���������©�������жϵ�Դ��ȷ��ʵ����̰�ȫ��
4�������첽�綯��������װ��7̨��������ʽ�첽ʽ�綯�����ֱ���������綯���������綯������ȴ�õ���ȣ�ÿ��ĵ綯���ɹ��á�
����ʵ����Ŀ����Ҫ���ݣ�
1��ѧ����Ϥ���õ�ѹ�����Ľṹ��ԭ��
2���ڵ���ԭ��ͼģʽ�£�ѧ������ԭ��������ͨ�������ҳ����ϵ���ij����·�ϡ�
3�����ѧ���Ķ��������ļ��ܲ���ˮƽ��
4��ͨ���Ի��������ų�����ɻ����������ϵ��ų�
5���������ù��ϵ���Ϊά�繤�ļ��ܿ���̨
�����������ܣ�
1�������Դ������������380V������Դ��
2���ṹ�����˹�Ϊ�����ӽ����ܽṹ��������á�
3�������������¶�-100-+400C��
4���������ģ���2KW
5�����γߴ磺700×550×1750�L����×��×�ߣ�
һ��CA6140����ͨ����������·ʵѵ���˵�Ԫ
������һ��Ӧ�ü�Ϊ�㷺�Ľ��������������ܹ�������Բ����Բ�����桢���ơ��ݸ��Լ��������ͱ���ȡ�
��ͨ������������Ҫ���˶����֣�һ�ǿ��̻������������ת�˶���Ҳ���dz���������˶�������һ�������������ܵ�ֱ���˶�����Ϊ�����˶�����������ʱ�����ֹ��������������˶��ϡ�������CA6140�ͳ���Ϊ�����н��ܡ�
CA6140��������������·
�ó����ͺ����壺

1. ��Ҫ�ṹ���˶���ʽ
CA6140�ͳ���Ϊ�ҹ���������������ͨ��������C620-1�ͳ�����ȣ�����������Խ���ṹ�Ƚ�������������������۵��ŵ㡣
CA6140����ͨ����������ͼ���£�

CA6140����ͨ������Ҫ�ɴ����������䡢�����䡢����䡢���ܡ�˿�ˡ���ˡ�β�ܵȲ�����ɡ�
�����������˶�������������ת�����˶��͵��ߵ�ֱ�߽����˶��������ٶ���ָ�����뵶�ߵĽӴ��������ٶȡ����ݹ����IJ������ʡ��������ϼ�������״������ֱ�����ӹ���ʽ����ȴ�����IJ�ͬ��Ҫ�������в�ͬ�������ٶȡ��������������������V�δ������������������ʵ�ֵġ�CA6140�ͳ�����������ת�ٶ���24��10��1400r/min������ת�ٶ���12�֣�14��1580r/min����
�����Ľ����˶��ǵ��ܴ������ߵ�ֱ���˶���������˿�˻��˵�ת�����ݸ����ܲ��֣��任���������ֱ�λ�ã������ܲ���ʹ������������������������ĸ����˶�Ϊ�����ϳ������˶����������һ�б�����˶�����β�ܵ������ƶ��������ļн�����ɵȡ�
2. �����϶��ص㼰����Ҫ��
��1�����϶��綯��һ��ѡ��������ʽ�첽�綯���������е������١�
��2�����ó�������л�е�м����١�Ϊ��С�����ϵ綯��ͨ������V�δ����������ݵ������䡣
��3���ڳ�������ʱ��Ҫ������������ת�������϶��綯������ת����û�е������ʵ�֡�
��4�����϶��綯����������ֹͣ���ð�ť������
��5�������ƶ�������ת���й̶��ı�����ϵ���Ա���������Ƶļӹ���Ҫ��
��6�������ӹ�ʱ�����ڵ��������¶ȹ��ߣ���ʱ��Ҫ��ȴ�����Ӧ��������ȴ�õ綯������Ҫ�������϶��綯���������ɾ�����ȴ�ÿ���������϶��綯��ֹͣʱ����ȴ��Ӧ����ֹͣ��
��7�������й��ء���·��Ƿѹ��ʧѹ������
��8�����а�ȫ�ľֲ�����װ�á�
3. ����������·����
1) ����·����
����·�й�����̨�����M1������������������ת�͵����������˶���M2Ϊ��ȴ�õ����M3Ϊ���ܿ��ٵ�������ཻ����Դͨ������QS1���롣����綯��M1�нӴ���KM1�����������ȼ̵���FR2Ϊ���Ĺ��ر��������ܿ����ƶ����M3�нӴ���KM3��������������M3�Ƕ��ڹ�������δ���й��ر�����
2) ���Ƶ�·����
���ƻ�·�ĵ�Դ�п��Ʊ�ѹ��TC���110V��ѹ�ṩ��
����綯���Ŀ��� ����������ťSB2���Ӵ���KM1����Ȧ��綯����������ͷ�պϣ�����綯���������С�ͬʱ��KM1��������ͷ����һ��������ͷ�պϡ����°�ťSB1������綯��M1ͣ����
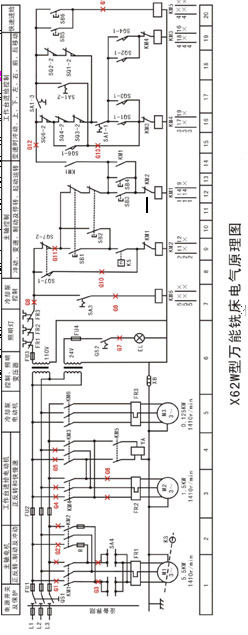
CA6140����ͨ����������·ͼ������ʾ��

��ȴ�綯������ ��������ӹ������У�������Ҫʹ����ȴҺʱ�����Ժ��Ͽ���QS2��������M1��ת����£��Ӵ���KM2��Ȧ������ϣ�������ͷ�պϣ���ȴ�õ綯���������С��ɵ���ԭ��ͼ��֪��ֻ�е綯��M1��������ȴ�õ��M2������������M1ֹͣ����ʱ��M2Ҳ�Զ�ֹͣ��
���ܿ����ƶ��綯���Ŀ��� ���ܿ����ƶ��綯��M3���������ɰ�ťSB3�����ƣ�����Ӵ���KM3��ɵ㶯���ƻ��ڡ��������ֱ������ķ���ѹ�°�ťSB3���Ӵ���������ϣ�M3���������ܾ���ָ����������ƶ���
3) �������źŵƵ�·����
���Ʊ�ѹ��TC���110V��220V��ѹ����Ϊ���������ơ��źŵƵĵ�Դ��ELΪ�����������ƣ��ɿ���SA���ƣ�HLΪ��Դ���źŵơ����Ƿֱ����FU��FU3��Ϊ��·����
4) CA6140��ͨ��������������˵��
1) G1���Ӵ���KM���ϣ�����綯������ת��
2) G2����ȴ�õ綯������ת���̵���KA1���ϡ�
3) G3���̵���KA2���ϣ����ܿ��ٵ綯������ת��
4) G4�����Ʊ�ѹ����Դ���룬���Ƶ�·ȫ��ʧЧ��
5) G5����Դָʾ�������������綯������ʧЧ��
6) G6������綯��ֻ�ܵ㶯����������
7) G7�����ᡢ��ȴ�õ綯������ת������������
8) G8�����ܵ綯������ת������������
9) G9����ȴ�õ綯������ת������������
10) G10��������Դָʾ�Ʋ���������������
11) G11���������ƣ�����������
12) G12���綯�����������У���Դָʾ������������
����X62W������ϳ��������·ʵѵ���˵�Ԫ
ϳ����������ƽ�桢б�桢���ۣ�װ�Ϸֶ�ͷ����ϳ��ֱ�ݳ��ֺ������棬װ��Բ����̨����ϳ���ֺͻ��βۣ�����ϳ���ڻ�е��ҵ�Ļ����豸��ռ���൱��ı��ء�ϳ��������ܶ࣬���սṹ��ʽ�ͼӹ����ܵIJ�ͬ���ɷ�Ϊ��ʽϳ������ʽϳ��������ϳ��������ϳ����ר��ϳ���ȡ�
����ϳ����һ��ͨ�õĶ���;��������������Բ��ϳ����ԲƬϳ�����Ƕ�ϳ��������ϳ���Ͷ���ϳ���ȵ��߶Ը����������ƽ�桢б�棬�����漰���ͱ���ļӹ��������Լ�װ����ϳͷ���ֶ�ͷ��Բ����̨�Ȼ�������������ӹ���Χ�����õ�����ϳ�������֣�һ����X62W����ʽ����ϳ����ϳͷ����ˮƽ������ã���һ����X52K����ʽ����ϳ����ϳͷ���ߴ�ֱ������á�������ϳ���ڽṹ�ϴ������ƣ���ͬ����ϳͷ�ķ��÷���ͬ��������̨�Ľ�����ʽ ��������ٵĹ���ԭ���ȶ���ͬ������������·����ϵ�л��Ժ�Ҳ����һ����
������X62W����ʽ����ϳ��Ϊ��������ϳ���Ե���������Ҫ����������·�Ĺ��ɡ�����ԭ������װ��������ά�ޡ�
1����Ҫ�ṹ���˶���ʽ
X62W������ϳ�������νṹ��ͼ3—11��ʾ������Ҫ�ɴ��������ᡢ���ˡ�����������̨����ת�̡�����塢����̨����������ɡ����εĴ����̶��ڵ����ϣ�������װ������Ĵ��������ͱ��ٲ����������ڴ����Ķ�����ˮƽ���죬����װ��һ������������֧�ܵ�����������֧������֧��ϳ�������һ�ˣ��������һ����̶��������ϣ����������ϳ��ϳ��������֧�����������Լ������ڴ���������ˮƽ�����϶�������ˮƽ�ƶ����Ա㰲װ��ͬ�����ᡣ�ڴ�����ǰ���д�ֱ���죬����̨�����ˮƽ�����ϣ�װ�п���ƽ���������߷����ƶ���ǰ���ƶ�������塣������п�ת���Ļ�ת�̣�����̨��������ϲ���ת���ϵĵ���������ֱ���������߷����ƶ��������ƶ���������̨����T�β����̶���������������װ�ڹ���̨�ϵĹ����Ϳ��������������ϵ������������λ�û���������⣬���ڻ�ת�������������������������ת��һ���Ƕȣ�ͨ��Ϊ±45°������˹���̨��ˮƽ���ϳ�������ƽ���ڻ�ֱ���������߷�������⣬��������б������������Լӹ���β�ۣ��������ڹ���̨�ϰ�װԲ�ι���̨���䴫����������������ϳ�������ۡ����β۵ȣ����Ա���Ϊ����ϳ����
ϳ����һ�ָ�Ч�ʵļӹ���ʽ��ϳ���������ϳ������ת�˶������˶�������ת����������綯��ͨ�����������������������������������е�һ��˫���������ֿ����������ʱ�����ἴ����ת��ϳ������̨��ǰ�������ң��������£���ֱ��6��������˶��ǽ����˶�������̨�ɽ����綯������ͨ����е������ʵ��6����������У�ϳ���������˶�����Բ����̨����ת�˶������ڸ����˶���Ҳ�����ɽ����綯��������������ͨ�����ӵĻ�е����������ʵ�ֵ�������ת��
2�����������ص㼰����Ҫ��
X62W��ϳ������3̨�첽�綯�����������Ƿֱ�������綯��M1�������綯��M2����ȴ�õ綯��M3��
��1��ϳ���ӹ���˳ϳ����ϳ���ּӹ�˳������Ҫ������綯��������ת�������ǵ�����ת��������Ƶ��������˳ϳ����ϳ������ˣ���ϳ�������²������������һ����Ͽ��أ������ı��Դ����ʵ������綯��������ת���������ᴫ��ϵͳ��װ���ȶ�ת�ٺͱ����Ĺ����֣�ʹ����ͣ�����ѣ���������綯�����õ����������ƶ���ʵ��ȷͣ����
��2��ϳ���Ĺ���̨Ҫ����ǰ�����ҡ�����6������Ľ����˶��Ϳ����ƶ�������ҲҪ������綯��������ת����ͨ�������ֱ��ͻ�е�����������ʵ�֡������Ŀ����ƶ���ͨ�����������ͻ�е�ҵ�����ɵġ�Ϊ��������ӹ��������ڹ���̨�Ͽɼ�װԲ�ι���̨��Բ�ι���̨�Ļ�ת�˶����ɽ����綯���������Ӵ��������������ġ�
��3�������˶��ͽ����˶����ñ����̽����ٶ�ѡ��Ϊ�˱�֤����ʱ�����������ã������˶���Ҫ����б��ٳ嶯���ܣ���ʵ�ֱ���ʱ˲ʱ�㶯��
��4�����ݼӹ�����Ҫ��ϳ��Ӧ�������µ���������ʩ��
1��Ϊ�˷�ֹ���ߺ�ϳ������Ҫ��ֻ��������ת�Ժ�����������˶��ͽ�������Ŀ����ƶ���
2��Ϊ�˲�Ӱ��ӹ����ı���ֲڶȣ�ֻ�н���ֹͣ�Ժ��������ֹͣ��ͬʱֹͣ����ϳ���ڵ����ϲ���������ͽ���ͬʱֹͣ�ķ�ʽ�������������˶��Ĺ��Ժܴ�ʵ���Ͼͱ�֤�˽����˶���ֹͣ�������˶���ֹͣ��Ҫ��
3��6������Ľ����˶���ͬʱֻ����һ���˶�������ϳ�������˻�е�����ֱ����г̿�����ϵķ�ʽ��ʵ��6����������������л�е���������е���������
4��������綯������ȴ�õ綯������ʱ�������˶���������ֹͣ���������ߺ�ϳ����
5��Ҫ������ȴϵͳ�������豸�����ֱ�����ʩ��
3������������·����
X62W������ϳ���ĵ�·��ͼ��ʾ������·�ɷ�Ϊ����· �����Ƶ�·��������·�����֡�����·������X62W����ϳ����
һ�� ��·����
1������綯���Ŀ���
������·��������ťSB1��SB2����ؿ��ư�ť�����������SB3��SB4��ֹͣ��ť��KM3������綯��M1�������Ӵ�����KM2�����ᷴ���ƶ��Ӵ�����SQ7��������ٳ嶯���أ�KS���ٶȼ̵�����
��1������綯�������� ����ǰ�Ⱥ��ϵ�Դ����QS���ٰ�����ת������SA5�����Ҫ����ת����Ȼ��������ťSB1����SB2�����Ӵ���KM3��綯����������ͷ�պϣ�����綯��M1������
��2������綯����ͣ���ƶ� ��ϳ����ϣ���Ҫ����綯��M1ͣ������ʱ�綯��M1��ת�ٶ���120ת/������ʱ�����Ŀ��أ��ٶȼ̵�����KS�ij�����ͷ�պϣ�Ϊͣ���ƶ������ƶ�������ҪM1ͣ��ʱ���Ͱ���ֹͣ��ťSB3��SB4,KM3�ϵ��ͷţ�����KM3����ͷ�Ͽ����綯��M1�ϵ���������ת�������ŽӴ���KM2��Ȧ������ϣ��綯��M1������R�����ƶ�����ת�ٽ���120ת/������ʱ�����Ŀ��أ����ٶȼ̵�����KS������ͷ�Ͽ����Ӵ���KM2�ϵ��ͷţ�ͣ�������ƶ�������
��3������ij嶯���� ����Ҫ����嶯ʱ�����³嶯����SQ7��SQ7�ij��մ�ͷSQ7-2�ȶϿ���������ͷSQ7-1�պϣ�ʹ�Ӵ���KM2ͨ�����ϣ��綯��M1�������ɿ����ػ���ģ��嶯��ɡ�
2������̨�����綯���Ŀ���
ת������SA1�ǿ���Բ����̨�ģ��ڲ���ҪԲ����̨�˶�ʱ��ת�����ذ“�Ͽ�”λ�ã���ʱSA1-1�պϣ�SA1-2�Ͽ���SA1-3�պϣ�����ҪԲ����̨�˶�ʱ��ת�����ذ“��ͨ”λ�ã���SA1-1�Ͽ���SA1-2�պϣ�SA1-3�Ͽ���
��1������̨������� ����̨�����ң������˶�����“����̨��������ֱ�”�����ơ��ֱ�����λ�ã��������ҡ���λ��ֹͣ�������ֱ�����������λ��ʱ���ֱ����������ܣ�һ��ѹ��λ�ÿ���SQ1��SQ2������ͨ����е�������綯���Ĵ�����������̨�����˿���ϣ�ʹ�綯���Ķ���Ψһ�ش�����˿���ϣ�����̨��˿�˴����������ҽ������ڹ���̨���˸�����һ�鵲����������̨�����˶�������λ��ʱ������ײ����������ֱ���ʹ���ص��м�λ�ã�����ֹ̨ͣ�˶����Ӷ�ʵ�������˶����ն˱�����
1������̨�����˶� ����綯��M1�����������ֱ����Ұ⣬����������ѹ��λ�ÿ���SQ1,������ͷSQ1-1�պϣ����մ�ͷSQ1-2�Ͽ����Ӵ���KM4ͨ�����ϣ��綯��M2��ת��������������̨���ҽ�����
2������������� ���ƹ������������ƣ�ֻ�ǽ���������ֱ���������ʱλ�ÿ���SQ2���ţ�SQ2-1�պϣ�SQ2-2�Ͽ����Ӵ���KM5ͨ�����ϣ��綯����ת������̨���������
��2������̨�����ͺ���ǰ���� ���ݹ���̨���º�ǰ���˶�����ͬһ�ֱ���ɵġ����ֱ������λ�ã����ϡ��¡�ǰ������м�λ�á����ֱ������ϻ�����ʱ����е�Ͻ�ͨ�˴�ֱ��������������ֱ�����ǰ���ʱ����е�Ͻ�ͨ�˺��������������ֱ����м�λ��ʱ������ʹ�ֱ�����������������ͨ��
���ֱ�����»���ǰλ��ʱ���ֱ�ͨ����е��������ʹλ�ÿ���SQ3��ѹ�����Ӵ���KM4ͨ�����ϣ��綯����ת�����ֱ�����ϻ����ʱ��λ�ÿ���SQ4��ѹ�����Ӵ���KM5ͨ�����ϣ��綯����ת��
�����λ���������ģ�������Ľ�������ͬʱ��ͨ�����Բ����ܳ��ִ������ҵ�����
1������̨���ϣ��£��˶� ��������������������ֱ���м�λ�ã��Ѻ�������������ֱ�����ϣ��£�λ�ã�����������һ�����ͨ��ֱ����˿�˵����������һ������ʹλ�ÿ���SQ4��SQ3��������KM5��KM4����磬�綯��M2��������ת������̨���ϣ��£��˶������ֱ�����м�λ�ã�����ֹ̨ͣ�˶���
2������̨��ǰ�����˶� �ֱ����ǰ����λ�ã���еװ�ý�����˿�˵��������ͨ��ͬʱѹ��λ�ÿ���SQ3��SQ4����KM4��KM5����磬�綯��M2��������ת������̨��ǰ�����˶���
3. ��������
��ʵ����������ǰ���ĸ��������ʱ���ֲ��������������������Ľ���������ɻ����ش��¹ʣ����б�������������������ǰ���ĸ��������ʱ��������������һ����SQ1-2��SQ2-2���������е�һ����ѹ�����Ӵ���KM4��KM5������ʧ�磬�綯��M2ֹͣ���Ӷ��õ�������ͬ�������������ʱ�в���ijһ�����ѡ������������ҽ���ʱ��SQ1��SQ2��ѹ�š����ǵij��մ�ͷSQ1-2��SQ2-2�ǶϿ��ģ��Ӵ���KM4��KM5����SQ3-2��SQ4-2��ͨ�����������������ѡ���ϡ��¡�ǰ����ijһ����Ľ�������һ��ʹSQ3-2��SQ4-2�Ͽ���ʹKM4��KM5�ϵ��ͷţ��綯��M2ֹͣ��ת�������˻����¹ʡ�
��1�������嶯 ����Ϊʹ���ֽ������õ�����״̬���������������ơ����ƽ�ʱ������ѹ��λ�ÿ���SQ6������ʹ���մ�ͷSQ6-1�պϣ��Ӵ���KM4ͨ�����ϣ��綯��M2������������δת������λ�ÿ���SQ6�Ѹ�λ�����ȶϿ�SQ6-1������պ�SQ6-2���Ӵ���KM4ʧ�磬�綯��ʧ��ͣת������һ����ʹ�綯����ͨһ�µ�Դ������ϵͳ����һ�ζ�����ʹ��������˳�����С�Ҫ�嶯���³嶯����SQ6��ģ��嶯��
��2������̨�Ŀ����ƶ� �ڹ���̨��ij�������˶�ʱ�����°�ťSB5��SB6�����ؿ��ƣ����Ӵ����պ�KM6ͨ�����ϣ����ij�����ͷ�պϣ������YBͨ�磨ָʾ������ģ����ٽ�����
��3��Բ����̨�Ŀ��� ��Բ����̨���ƿ���SA1�“��ͨ”λ�ã���ʱSA1-1�Ͽ���SA1-2��ͨ��SA1-3�Ͽ�������綯��������Բ����̨����ʼ����������Ƶ�·�ǣ���Դ—SQ4—SQ3-2—SQ1-2—SQ2-2—SA1-2—KM4��Ȧ—��Դ���Ӵ���KM4ͨ�����ϣ��綯��M2��ת��
ϳ��Ϊ����������ļӹ����������ڻ����ϰ�װ����Բ����̨���������Խ���Բ�����ֵ�ϳ���ӹ����϶�ʱ�����н���ϵͳ��ֹͣ������ֻ��Բ����̨�����Ļ�ת���õ綯����һ��ר���ᣬʹԲ�����������Ļ�ת��ϳ��ϳ��Բ������Բ����̨����ʱ���������һ�ɲ��˶����������������ij������Ľ��������Ȼ��ʹ����SQ1��SQ4�е�ijһ�����մ�ͷ���Ͽ���ʹ�綯��ͣת���Ӷ������˻����¹ʵķ�������������ֹͣ��ťSB3��SB4������ͣת��Բ����̨Ҳͣת��
4. ��ȴ��������
Ҫ������ȴ��ʱ�����SA3���Ӵ���ͨ�����ϣ��綯��M3��ת��ȴ�������������������ɱ�ѹ��T����36V��ѹ����������SA4���ơ�
���� X62W����ϳ��������·����װ�ù�������
1) G1���Ӵ���KM1���ϣ�����綯������ת��
2) G2���Ӵ���KM2���ϣ�����綯�����ƶ���
3) G3���Ӵ���KM1���ϣ�KM2Ҳ�����ϣ�����綯������Ӧ��
4) G4���Ӵ���KM3��KM4�����ϣ�����̨�綯������ǰ�����¡��������С�
5) G5���Ӵ���KM3��KM4�����ϣ�����̨�綯����������ϡ��������С�
6) G6���Ӵ���KM3��KM4�����ϣ�����̨�綯������Ӧ��
7) G7��������Դָʾ�Ʋ���������������
8) G8��������Դָʾ�����������������Ƶ�·ȫ��ʧЧ��
9) G9����ȴ������Ӧ���Ӵ���KM6��������
10) G10������綯���嶯������������
11) G11������綯���ܳ嶯��������������ת������̨�綯������ת������������
12) G12������̨�綯������ת������������
13) G13������̨�綯����������ת�������ܳ嶯������������
14) G14������̨�綯�����ٽ���������������
����X62W����ϳ��������·����
����Z3050��ҡ���괲������·ʵѵ���˵�Ԫ
�괲��һ�ֿӹ��Ļ����������������ס����ס��¿ס��ۿס���˿���ζ���ȶ�����ʽ�ļӹ����괲����;�ͽṹ�ɷ�Ϊ�괲��̨ʽ�괲�������괲��ҡ���괲������ר���괲�ȡ��ڸ����괲�У�ҡ���괲�������㡢�����÷�Χ�㣬���е����ԣ��ر������ڵ��������������д��ж�Ĵ�������Ŀӹ�����һ���е�ӹ����䳣���Ļ����������̨��Ӧ��Ҳ��Ϊ�㷺��������Ƶ�·�Ƚϼ�������Ҫ��Z3050ҡ���괲Ϊ�����з�����
ҡ���괲��Ҫ�ɵ���������������������ҡ�ۡ������估����̨�Ȳ�����ɣ���ͼ��ʾ
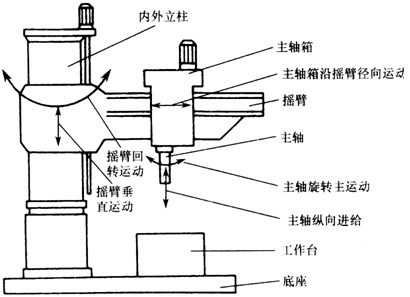
�������̶��ڵ�����һ�ˣ���������������������������������������ת360�ȣ�ҡ�۵�һ��Ϊ��Ͳ������װ���������ϣ�������˿�ܵ�����ת�����������������ƶ������ڸ�������һ������������ת����������һ�����ϲ����������������綯��������������������������ͱ��ٻ����Լ������IJ��������Ȳ�����ɡ������䰲װ��ҡ�۵�ˮƽ�����ϣ���ͨ�����ֲ���ʹ����ˮƽ��������ҡ���ƶ��������мӹ�ʱ��������ļн�װ�ý������������ҡ�۵����ϣ���������������������ҡ�۽������������ϣ�Ȼ����������ӹ��������ӹ�ʱ����ͷһ�������ת������һ��������������
ҡ���괲�����˶�Ϊ������ת���������������˶��������˶�Ϊ�������������������˶�����ҡ�����������ϵĴ�ֱ�˶���ҡ�۵���������ҡ����������һ��������������ת�˶�����������ҡ�۳��ȷ�����˶�������ҡ���������ϵ�������Z35��ҡ���괲ҡ�۵��ɿ���н���������е�����Զ����еġ�
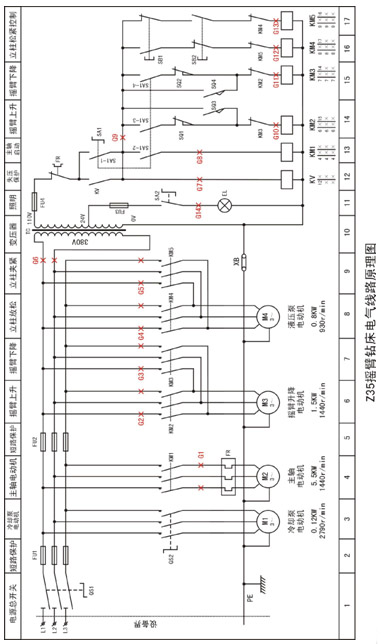
Z0350��ҡ���괲�ĵ���������·����ͼ��ʾ����Ҫ��Ϊ����·�����Ƶ�·�����������֡�
һ�� ����·����
����·�й�����̨�綯����M1Ϊ��õ綯�������ӹ������ṩ��ȴҺ����ת������QS2ֱ�ӿ��ơ�M2Ϊ����綯����FR�����ر�����M3Ϊҡ�������綯�����ɽ�������ת��M4ΪҺѹ�õ綯������ʹ����������н���Ҳ�ܽ�����ôת���綯��M3��M4���Ƕ�ʱ���еģ����Բ��ӹ��ر�����M3��M4�����۶���FU2����·��������Ϊ��������ҡ��Ҫ����������ת�����Գ�����ȴ�õ綯�����⣬�����ĵ�Դ��ͨ�����������롣
���� ���Ƶ�·����
�綯�����Ƶ�·�ĵ�Դ�ɱ�ѹ��TC��380V�Ľ�����Դ��Ϊ110V����SA1Ϊʮ�ֿ��أ���ʮ���ֱ����ĸ���������ɣ�ʮ���ֱ��������λ�ã����ϡ��¡����Һ��м䣬����λ�õĹ����������3-1����3-1 ʮ�ֿ��صĹ������

��ʮ�����ֱ������SA1�ıպϹ��ɿ��Կ�����ʮ�����ֱ������SA1���۰�����λ�ã���ֻ��һ������պϣ��������㶼���ڶϿ�״̬����ÿ�SA1һ�Σ�ֻ�ܽ��ܽ�ͨһ�ֿ���״̬�������Ŀ��Ʋ��ܽ�ͨ���ڵ����������γ���������ʱҡ�۲��ܳ�����ҡ������ʱ�������������ϵ��
1) ����綯��M2�Ŀ���
�����ܵ�Դ����QS1��ʮ�����ֱ��幤��SA1����“��”��λ�ã�SA1-1��ͨ����������Ͽ���SA1-1�����ͨʧѹ�����̵���KV��Ȧ�ĵ�Դ��KV�ij�������պϣ�Ϊ�����Ƶ�·����ͨ����������
��ʮ���ΰ����SA1����“��”��λ�ã�SA1-2�պϣ���������Ͽ����Ӵ���KM1�õ�պϣ����������ͨ����綯��M2�ĵ�Դ������綯��M2����ת��������綯��M2�����ʱһ�㲻Ҫ��ת�����ڹ�˿�˳�ʱ��Ҫ��ת����ʱ�ɰ�������ϵ�Ħ��������ֱ��ڷ�תλ�ã�����綯��M2���ɷ�ת������Ҫ����綯��M2ֹͣʱ��ֻ�轫ʮ�����ֱ������SA1����“�м�”��λ�ã�SA1-2�Ͽ����жϽӴ���KM1��Ȧ��·��Դ��KM1ʧ��Ͽ�������綯��M2ͣת��
2) ҡ���������½�����
ҡ�۵��������½���ҡ�������綯��M3ͨ��������ת����ʵ�֣����Ե�����ͷ�빤����λ�þ��롣����Ҫҡ������ʱ����ʧѹ�̵���KV�պϺ�SA1����“��”��λ�ã�SA1-3����պϣ���������Ͽ���SA1-3��ͨ�˽Ӵ���KM2��Ȧ��·�ĵ�Դ��KM2�պϣ����������ͨҡ�������綯��M3����ת��Դ����KM2�ĸ������մ���Ϲ��Ӵ���KM3��Ȧ��·��ʵ��������ת�Ӵ���������ҡ�������綯��M3��ת�����е�ṹ����Ĺ�ϵ����ҡ�������綯��M3��ʼ��תʱ��ҡ����ʱ������������ʹ�н�����װ���ɿ������ͬʱ���н�����װ���ɿ��Ĺ��������ɻ�еװ��ѹ���г̿���SQ4��ʹ�г̿���SQ4�պϣ�Ϊҡ�ۼн���������ҡ�ۼн�װ�÷��ɺ���ͨ����е�����ϣ�ҡ�ۿ�ʼ����������������Ҫ�߶�ʱ����ʮ�����ֱ������SA1����“�м�”λ�ã��Ӵ���KM2��Ȧʧ�磬ҡ�������綯��M3��תֹͣ��ͬʱ���Ӵ���KM2���մ��㸴λ�պϣ��г̿���SQ4��ʱΪѹ�±պ�״̬����ʹ�ýӴ���KM3��Ȧ�õ�պϣ����������ͨҡ�������綯��M3�ķ�ת��Դ��M3��ת��������еװ�ö�ҡ�۽��л����н�����ҡ�۱��н���SQ4��λ�Ͽ����Ӵ���KM3ʧ�磬ҡ�������綯��M3ͣת��ҡ���������̽�����
ҡ�۵��½����ƹ���ͬҡ�۵��������̻���һ����ֻ�����ǽ�ʮ�����ֱ������SA1����“��”��λ�ã��Ӵ���KM2����KM3��KM3����KM2���г̿���SQ4����SQ3���������̲��ٷ�����
�г̿���SQ1Ϊҡ����������λ���ء���ҡ������������λ��ʱ��ײ���г̿���SQ1��SQ1���մ���Ͽ����ж��˽Ӵ���KM2��Ȧ��·��Դ��KM2ʧ�磬ʹ��ҡ�������綯��M3ͣת��ͬ�����г̿���SQ2Ϊҡ���½����¼���λ���أ�ʹ��ҡ���½�����λ��ʱֹͣ��
3) �����ķ�����н�����
��������������ʱ����������Ͳ���ڼн�״̬���ڼӹ������У���Ҫ�������λ�ã���Ҫҡ��������ת���������ȷ���������Ȼ���ƶ�ҡ���ٽ������н��������ķ��ɺͼн���ͨ���Ӵ���KM4��KM5����Һѹ�õ綯��M4����ת����ת��ͨ��Һѹϵͳ������еװ�ö��������ɼ��н������ף�ʹ��еװ�ö��������������з��ɡ��ɿ�SB1��Һѹ�õ綯��M4��תֹͣ������������ɡ�����ҡ��λ�ú��������н���ťSB2���Ӵ���KM5�õ磬Һѹ�õ綯��M4��ת������Һѹ�ù����������ѹ���ͣ�����ѹ����ͨ��Һѹ�������ף�������еװ�ö��������мн����ɿ�SB2��Һѹ�õ綯��M4��תֹͣ�������н���ɡ�
4) ��ȴ�õ綯��M1�Ŀ���
��ȴ�õ綯��M1����ת������QS2���п��Ƶġ���������������У���Ҫ��ȴҺ������ȴʱ��ֻ�轫ת������QS2��������λ�ã���ȴ�õ綯��M1��������ת����ת������QS2�����Ͽ�λ��ʱ����ȴ�õ綯��M1ͣת��
���� �������Ϸ���
1������綯��������
��Ҫԭ��ʮ�ֿ��صĴ���SA1-2��Ӵ��������Ӵ���KM1��������Ӵ�������������䣻ʧѹ�̵���KV�Ĵ���Ӵ�������������䣻�۶���FU1���۶�˿�նϵȡ�
2��ҡ������ʱ��������Ҫ�ĸ߶���ֹͣ
ҡ��������Ҫ��߶�ʱ����ʮ�����ֱ� �����SA1����“�м�”��λ�ã�ҡ����������ֹͣ����˵������ҡ�������綯��M3��ת��Դ�ĽӴ���KM2��������û�жϿ�����ԭ�����������档һ�ǽӴ���KM2���������ڻ�е��ס���ϵ�ɲ���ʹ�Ӵ���KM2��λ������KM2��������ͨ���ĵ���̫��·���ۺ���ʹ������;�����ճ����һ���ܶϿ�����Ӵ���KM2�����㲻�ܶϿ�ҡ�������綯��M3��Դ�����µ�ҡ��������Ҫ��߶�ʱ����ʮ�����ֱ� ����ذ���“�м�”����ҡ����������ֹͣ�������г̿���SQ3��λ�ú��г̿���SQ4�İ�װλ�ò���ȷ����ҡ�������綯��M3����תʱ��ҡ�������綯��M3����Ҫ������еװ�ý�ҡ�۷��ɣ��ڷ��ɵĹ�����Ҫ���г̿���SQ4ѹ�¡������г̿���SQ3��SQ4λ�ð�װ������ȴ�������г̿���SQ3ѹ�£��ʵ�ʮ���ΰ���ذ���“�м�”λ��ʱ���Ӵ���KM2��Ȧ����ʧ�磬����ҡ��һֱ����������ֹͣ��
������ҡ����������ֹͣʱ��Ӧ��ʱ�жϻ�����Դ���粻��ʱ�жϻ�����Դ����ôҡ�۽���������������������λ�г̿���SQ1��ʱ����Ȼ���г̿���SQ1���մ���ѹ�����������г̿���SQ3����еװ��ѹ�ϣ��Ӵ���KM2��Ȧ���ܶϵ磬ҡ�ۻ����������������������ش���豸�¹ʡ����ԣ�����ҡ�����������½�������������ֹͣ��Ӧ�����жϻ�����Դ����������ԭ���д�������������������
3�������ɽ��綯��������
�������ϵ�ԭ������У���ťSB1��SB2�Ĵ���Ӵ�������������䣻�Ӵ���KM4��KM5��������Ӵ���������ߣ��۶���FU2���۶�˿�նϵȡ�
�ġ� Z3050��ҡ���괲������·����װ�ù�������
1) G1���Ӵ���KM1�����ϣ�����綯������ת��
2) G2���Ӵ���KM2�����ϣ�ҡ��������������������
3) G3���Ӵ���KM3�����ϣ�ҡ�����½�������������
4) G4���Ӵ���KM4�����ϣ����������ɣ�����������
5) G5���Ӵ���KM5�����ϣ��������н�������������
6) G6�����Ʊ�ѹ���������Դ�����Ƶ�·ȫ��ʧЧ����������
7) G7��ʧѹ�����̵�������������ȴ�������綯��������������������
8) G8������綯�����������Ӵ���������������������
9) G9��ʧѹ�̵����ж��������ᡢ��ȴ������������ҡ�ۡ�Һѹ�õ綯����������
10) G10��ҡ����������KM2�����ϣ�����������
11) G11��ҡ�����½���KM3�����ϣ�����������
12) G12�����������ɣ�KM4�����ϣ�����������
13) G13���������н���KM5�����ϣ�����������
14) G14������������������������
�ġ�M7120��ƽ��ĥ��������·ʵѵ���˵�Ԫ
ĥ��������ɰ�ֵ��ܱ����Թ�������Բ���ڿס����桢ƽ�桢���Ƽ�����Ƚ���ĥ���ӹ���һ�־��ܼӹ��豸��
һ��ƽ��ĥ������Ҫ�ṹ���˶���ʽ�Ϳ���Ҫ��
1) ƽ��ĥ���Ľṹ

ƽ��ĥ���Ľṹ��ͼ��ʾ���ɴ���������̨��������̡�ɰ���䡢�����������Ȳ�����ɡ�
�����δ�����װ��Һѹ����װ�ã���ʹ���ι���̨�ڴ���������ͨ��ѹ�����ƶ������������˶��Ļ�����ͨ������ײ����ײ�����ϵ�Һѹ�ֱ����ı���·ʵ�ֵġ�����̨�����˶����г̳��ȿ�ͨ������װ�ڹ���̨������е�ײ���λ�����ı䡣����̨�ı�����T�βۣ�������װ������������ֹ�����ֱ�Ӱ�װ��������
�ڴ����Ϲ̶����������������ĵ�����װ�л������������������������ƶ��������д�ֱ�������ֲ��ݣ�ɰ�������ػ���ˮƽ�����������ƶ��������ɲ����ƶ����ֲ��ݣ�Ҳ����Һѹ���������������ƶ��������ƶ����ڵ���ɰ��λ�û�����ɰ�֣�����ƶ����ڽ�����
2) ƽ��ĥ�����˶���ʽ
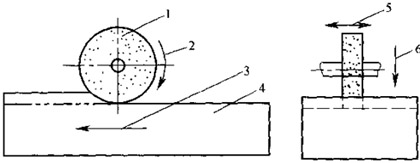
���ι���̨ƽ��ĥ���Ĺ���ʾ��ͼ��ͼ��ʾ�����˶���ɰ�ֵ���ת�˶��������˶��д�ֱ�������������������ϵ������˶��������������ɰ�����ڲ����ϵ�ˮƽ�˶������������������̨�ش����������˶�������̨ÿ���һ�������˶�ʱ��ɰ�������һ�μ���Եĺ�����������ӹ�������ƽ���ɰ�ֲ���һ�μ���ԵĴ�ֱ�����������˶���ָɰ�����ڻ���ˮƽ���������ٺ����ƶ��������������ϵĴ�ֱ���������ٴ�ֱ�ƶ����Լ�����̨�����˶��ٶȵĵ����ȡ�
3������Ҫ��
ƽ��ĥ�����ö����϶�������ɰ�ֵ���϶�ɰ����ת��Һѹ�綯�������ͱã�����ѹ���ͣ���Һѹ��е����ɹ���̨�����˶���ʵ��ɰ�ֵĺ����Զ����������е�����̨���������ȴ�õ綯���϶���ȴ�ã�����ĥ���ӹ�ʱ��Ҫ����ȴҺ��
����ƽ��ĥ���ĵ����϶�����Ҫ�����£�
��1��ɰ�֡�Һѹ�á���ȴ��3̨�����ֻҪ������ת��ɰ�����������Ҫ˫����ת��
��2����ȴ�õ��Ӧ��ɰ�ֵ���Ŀ��������������ӹ��в���Ҫ��ȴҺ����ɵ����ض���ȴ�õ����
��3���������ӹ��У���������������������ʧʱ��ɰ�ֵ綯����Һѹ�õ綯��Ӧ����ֹͣ�������Է���������������ɶ������������豸�¹ʡ����ӹ�ʱ����������̲�����ʱ������ɰ�ֵ����Һѹ�õ�������������������˶���
��4���������������Ȧ�������ι������������š��ɿ������ĶϿ������Լ�����ʣ�ű���ȡ�¹����ķ������ſ��ƻ��ڡ�
��5���������Ƶı������ڡ�����·�Ķ�·������������ij��ڹ��ر�������ѹ��Ƿѹ��������������������Ƿ���������Լ���Ȧ�Ͽ�ʱ�����ߵ�ѹ��Σ����·�����������豸�Ĺ�ѹ�����ȡ�
��6��������ȫ������·�빤��ȥ�ŵĿ��ƻ��ڡ�
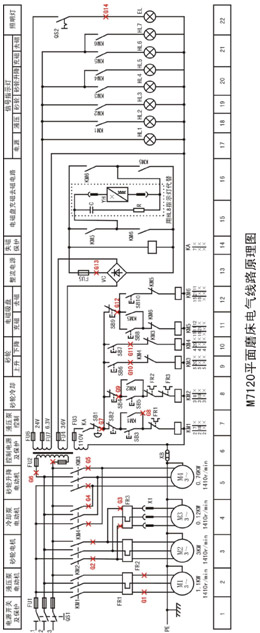
����M7120��ƽ��ĥ���������Ƶ�·����ͼ��ʾ��
��1���綯����������������
����·����4̨���������M1ΪҺѹ�õ綯����ʵ�ֹ���̨�������˶����ɽӴ���KM1������ͷ���ƣ�������ת��M2Ϊɰ�ֵ綯��������ɰ��ת�������ĥ���ӹ�������M3����ȴ�ã�M2��M3ͬ�ɽӴ���KM2������ͷ���ƣ�������ת����ȴ�õ綯��M3ֻ����ɰ�ֵ綯��M2�����������ת��������ȴ�õ綯���ͻ��������Ƿֿ��ģ����ͨ����ͷ����XS2�͵�Դ��ͨ��M4��ɰ�������綯����������ĥ�������е���ɰ���빤��֮���λ�ã��ɽӴ���KM3��KM4������ͷ����˫����ת��M1��M2��M3�dz��ڹ��������װ��FR1��FR2��FR3�ֱ������й��ر�����M4�Ƕ��ڹ����ģ�������ر�����4̨�綯������һ���۶���FU1����·������
��2���綯��M1��M4���Ƶ�·�͵�����̵�·
���ݵ綯��M1��M3����·���Ƶ�������ͷ�����ַ���KM1��KM2����ͼ�п��ҵ��Ӵ���KM1��KM2��Ȧ��·���ɴ˿ɵ�M1��M3�Ŀ��Ƶ�·��ͼ���ж��ϴ�ͷKA����ͼ��֪�ġ��ô�ͷΪǷѹ�̵���KA�Ķ��ϴ�ͷ��
���ݵ綯��M4����·����Ԫ������ͷ�����ַ���KM3��KM4����ͼ���ҵ��Ӵ���KM3��KM4��Ȧ��·���ɴ˿ɵ�M4�Ŀ��Ƶ�·��
���ݵ���������ַ���YH����ͼ���ҵ�������̵�·�����Կ������ɽӴ���KM5��KM6���ƣ���ͼ�п��ҵ�KM5��KM6��Ȧ��·���ɴ˿ɵõ�����̿��Ƶ�·��
��ͼ�п��Կ�����M1��M3���Ƶ�·�͵�����̵�·ͨ��Ƿ��ѹ�̵���KA������ϵ������Դ��ѹ����ʱ����������������㣬�ᵼ�¼ӹ������й����������̵��¹ʣ����������Ȧ������Ƿѹ�̵���KA������Դ��ѹ����ʱ��KA�����ϣ�������KM1��KM2��Ȧ���Ƶ�·�еĶ��ϴ�ͷKA�Ͽ����ж�KM1��KM2��Ȧ��·��ʹɰ�ֵ綯��M2��Һѹ�õ綯��M1ֹͣ������ȷ����ȫ������
��·������
1) Һѹ�õ綯��M1�Ŀ���
�����ܿ���QS1��������ѹ��TC�ĸ����������110V��ѹ������ʽ�������������õ�ֱ����ѹ��ʹ��ѹ�̵���KA�õ����ϣ��䶯�ϴ�ͷKA�պϣ�ʹҺѹ�õ綯��M1��ɰ�ֵ綯��M2�Ŀ��Ƶ�·���еõ��ǰ��������Ϊ�����綯�������������KA���ܿɿ�����������綯���������С�����ƽ��ĥ���Ĺ�����ֱ��������̵����������������ڹ���̨�ϣ����ֻ�о߱��ɿ���ֱ����ѹ����������ɰ�ֺ�Һѹϵͳ���Ա�֤��ȫ��
��Ƿѹ�̵���KA���Ϻ��䶯�ϴ�ͷKA�պϣ�����������ťSB3���Ӵ���KM1�õ����ϲ�������Һѹ�õ綯��M1������ת��ָʾ��HL2����������ֹͣ��ťSB2����KM1ʧ���ͷţ��綯��M1ʧ��ͣת������ת�����У���M1���أ����ȼ̵���FR1�Ķ��ϴ�ͷFR1�Ͽ���M1ͣת�����ر������á�
2) ɰ�ֵ綯��M2����ȴ��M3�Ŀ���
����������ťSB5���Ӵ���KM2�õ����ϲ�������M2������ת��������ȴ�õ綯��M3ͨ��������XS1��M2�������ƣ����M3��M2ͬʱ������ת��������Ҫ��ȴ����ɽ���ͷ�γ�������ֹͣ��ťSB4,KM2ʧ���ͷţ�M2��M3ͬʱʧ��ͣת��
3) ɰ�������綯��M4�Ŀ���
�����µ㶯��ťSB6����SB7��ʱ���Ӵ���KM3����KM4���õ����ϣ��綯��M4������ת����ת����ɰ�����������½�����ɰ�ִﵽ����λ��ʱ���ɿ�SB6����SB7����KM3����KM4��ʧ���ͷţ�M4ͣת��ɰ�����������½���ֹͣ��Ϊ�˷�ֹ�綯��M4������ת��·ͬʱ��ͨ����KM3��KM4����Ȧ��·�м���KM3��KM4�Ķ��ϴ�ͷ�����������ơ�
4) ������̿��Ƶ�·
������̿��Ƶ�·��������·�����Ƶ�·�ͱ�����·����ɡ�������·��������ѹ��T������ʽ��������ɣ�����110Vֱ����Դ�����Ƶ�·�ɰ�ťSB8��SB9��SB10�ͽӴ���KM5��KM6��ɡ�
1. ��Ź��� ���³�Ű�ťSB8���Ӵ���KM5���ϣ�������ͷ�պϣ��������YH��Ȧ�õ磬����̨�����ס������ͬʱKM5�������ϴ�ͷ�Ͽ���ʹKM6���ܵõ磬ʵ�ֻ�����ĥ���ӹ���ϣ���ȡ�¼ӹ��õĹ���ʱ���Ȱ���SB9���жϵ������YH�ϵ�ֱ����Դ���������̺�������ʣ�ţ������Ҫ�����̺�������ȥ�š�
2. ȥ�Ź��� ���µ㶯��ťSB10���Ӵ���KM6��Ȧ�õ����ϣ�������ͷ�պϣ��������ͨ�뷴��ֱ���磬ʹ����̨����ȥ�š�ȥ��ʱ��Ϊ�˷�ֹ��ʱ�������ʹ����̨����Ż����ٴ���ס����������Ӵ���KM6���õ㶯���Ʒ�ʽ��
����װ���ɷŵ����R�͵���C�Լ�Ƿѹ�̵���KA��ɣ�����͵��ݵ������ǣ����������һ�����У������ι���ʱ���洢�˴����ų��������������Դ��һ˲�䣬����YH�����˲����ϴ���Ըе綯�ƣ�ʹ��Ȧ����������Ԫ�������ʹ�õ���͵�����ɷŵ��·�����õ���C���˵ĵ�ѹ����ͻ����ص㣬ʹ���������Ȧ���˵�ѹ�仯�����������õ������ĵ���������������ѡ��õ���R-L-C��·��������һ��˥����·����ȥ�Ž���ʮ�������ġ�Ƿѹ�̵���KA�������ǣ��ڼӹ������У�����Դ��ѹ���㣬�������̽��������ι��������¹�����ɰ�ִ������������¹ʡ�����ڵ�·��������Ƿѹ�̵���KA��������Ȧ������ֱ����Դ�ϣ��䶯�ϴ�ͷ������Һѹ�õ綯����ɰ�ֵ綯���Ŀ��Ƶ�·�У���������̲������ι�����KA�ͻ��ͷţ�ʹҺѹ�õ綯����ɰ�ֵ綯��ͣת����֤�˰�ȫ��
5) ������ָʾ��·
ELΪ�����ƣ��乤����ѹΪ24V���ɱ�ѹ��TC���硣QS2Ϊ�������ɸ��뿪�ء�HL1��HL8Ϊָʾ�ƣ�������ѹ��Ϊ6.3V��Ҳ�ɱ�ѹ��TC���������У�HL1Ϊ���Ƶ�·ָʾ�ƣ�HL2ΪM1��תָʾ�ƣ�HL3ΪM3��M2��תָʾ�ƣ�HL4Ϊɰ����������ָʾ�ƣ�HL5Ϊɰ���½�����ָʾ�ƣ�HL6Ϊ������̳��ָʾ�ƣ�HL7Ϊ�������ȥ��ָʾ�ƣ�HL8Ϊ������̹���ָʾ�ơ�
�ġ�M7120��ƽ��ĥ��������·����װ�ù�������
1) G1���Ӵ���KM1�����ϣ�Һѹ�õ綯����������������������
2) G2���Ӵ���KM2�����ϣ�ɰ�֡���ȴ�綯������Ӧ��������������
3) G3���Ӵ���KM2�����ϣ���ȴ�綯������Ӧ��������������
4) G4���Ӵ���KM4�����ϣ�ɰ�����½���������������
5) G5���Ӵ���KM3�����ϣ�ɰ�����½���������������
6) G6�����Ʊ�ѹ����Դ���룬���Ƶ�·ȫ��ʧЧ�������͵�Դָʾ���ޡ�
7) G7���綯�����Ƶ�·ʧЧ��ʧ�ű����̵�������Դָʾ��������������
8) G8��Һѹ�õ綯��ֻ�ܵ㶯�������������У�������������
9) G9��ɰ�ֺ���ȴ�ÿ��Ƶ�·ʧЧ���Ӵ���KM2�����ϣ�������������
10) G10��ɰ�����������Ӵ���KM3�����ϣ�������������
11) G11��ɰ�����½����Ӵ���KM4�����ϣ�������������
12) G12�����������š�ȥ�ţ�ʧ�ű����̵�������������������
13) G13��ʧ�ű����̵�������������������Դָʾ�������綯������ȫ��ʧЧ��
14) G14����������������������������
 |